V44 Wind Turbine optimization & Generator NDE Bearing exchange
Valmet Gearbox, WEIER 600kw Generator, FAG 6234/C3 Bearing
Location
Northern Ireland, UK
Cost Analysis
+£80 K Saving
The
Scenario
A V44 wind turbine for a client had reports from site O&M technicians of abnormal noise present from the Gearbox and unusual hydraulic pitch action in both operational/low rpm conditions during a period of service. GEOX Engineering Ltd were asked to investigate and complete a comprehensive DTA (drive train analysis) & formal independent inspection to uncover a source for the abnormal Gearbox noise present and hydraulic pitch issue to provide current operational condition of all drive train components and where applicable RUL (remaining useful life).





Our
Analysis
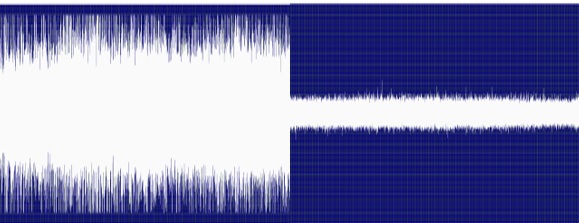
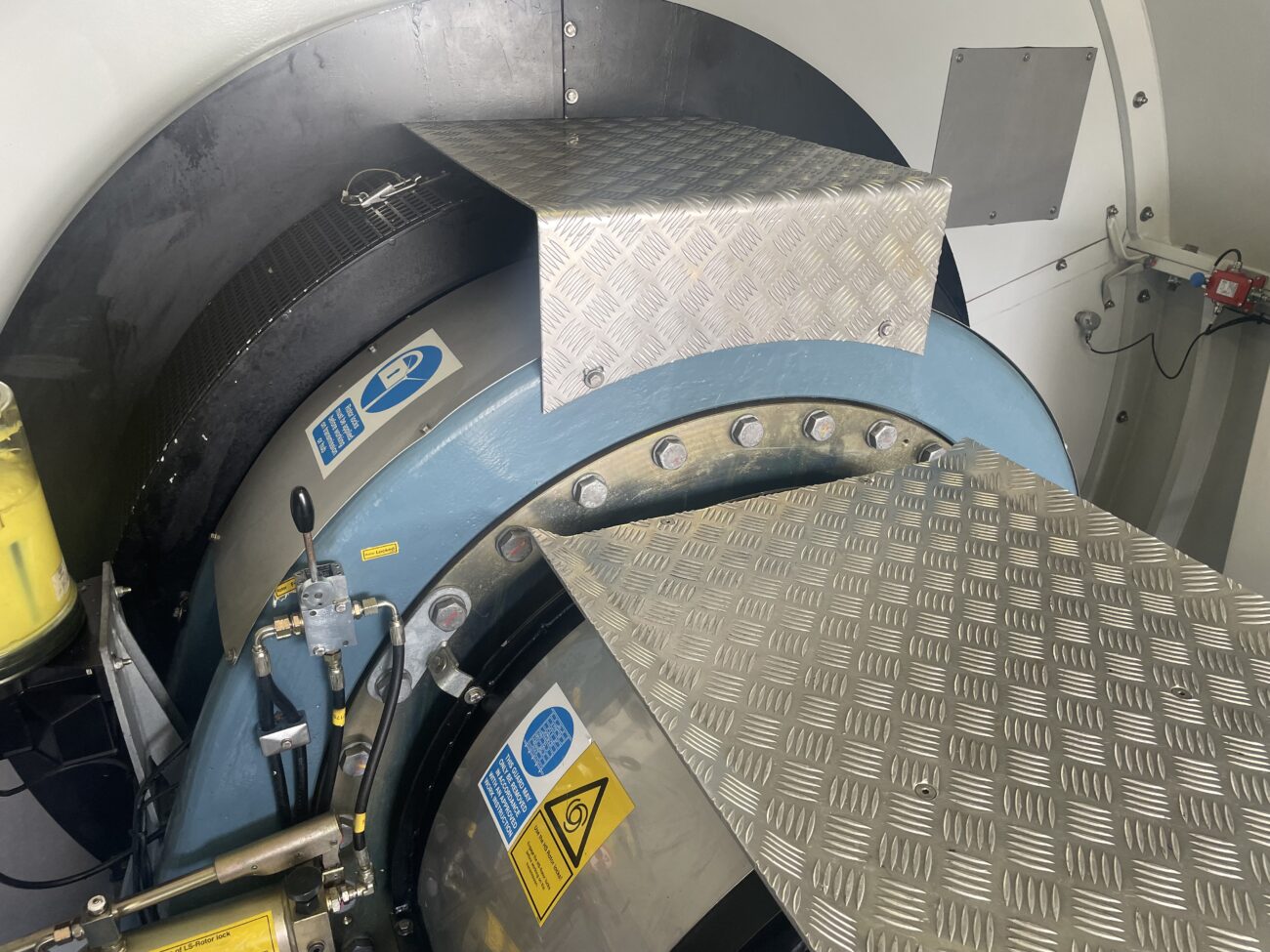
During DTA, GEOX Engineering Ltd completed both dynamic and static data capture. This included bearing and gear ultrasound at various test rpms, transmission and rotor imbalance vibration, gearbox and main shaft radial/axial run-out, visual audit – all subcomponents, blade bearing analysis, pitch tests, blade set angle checks, gearbox borescope verification, torque/interface analysis, generator de-energised testing – stator winding, insulation, rotor air gap and ED (electrical discharge) analysis around the bearing end shields.
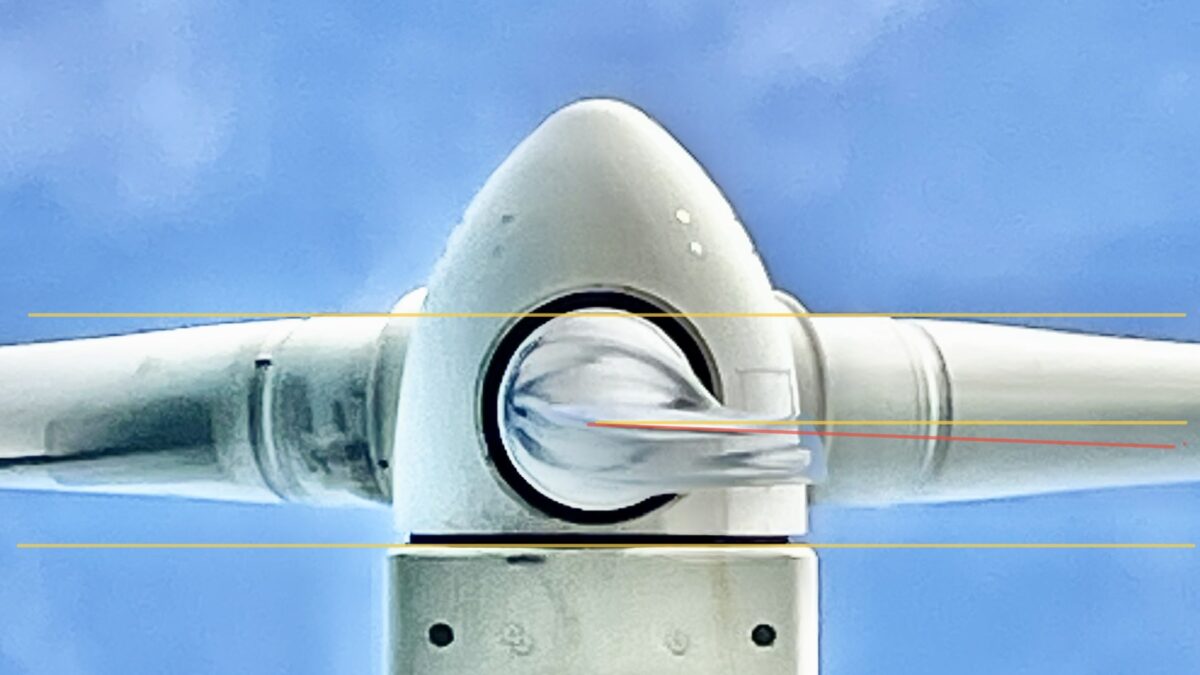
Visual audit, run-out, borescope & ultrasound analysis data captured along the drive train indicated gearbox shaft excessive clearance present to high-speed herringbone gearing and indicated an issue of concern (advanced failure) present to the generator non drive end bearing. Blade set angle checks both from the nacelle (TC) and ground based digital theodolite verified blades had too positive set angles and misalignment present.
The offset/misalignment in the blade angles was found to exacerbate the gearbox shaft excessive clearance as the turbine controller adjusts rpm by continually pitching the blades, the resulting numerous reverse torque/axial impacting had damaged the transmission shaft, brake pads and likely caused severe impact damage to the generator non-drive end bearing.
Our
Solution
A NDE Bearing exchange was recommended at the earliest opportunity, however since the generator de-energised test results verified a satisfactory stator (windings/insulation), rotor air gap and no ED (current discharge) a NDE Bearing exchange up tower (insitu) was highly recommended, further preventive correctives advised included reducing gearbox herringbone shaft clearance by way of shimming to help eliminate (reduce) output shaft destructive influence on transmission and generator subcomponents. A new transmission shaft was advised, and blade set angle correctives advised using mechanical adjustment and re-calibration of pitch end stop sensor. Cost analysis shows a saving for the client >£80k, no large corrective replacement costs to include crane hire, no gearbox or generator repair/overhaul expenditure and no use of spare/stock component, cost analysis also shows a predicted AEP gain for the client £5-8K due to power curve improvements through blade set angle alignment.
GEOX Engineering Ltd completed all the bespoke remedial work for the client during periods of low/no wind (minimal loss of production), the turbine continued in operation between the initial inspection and corrective works also (no loss of production). Our bespoke remedial work included RAMS/AWP documentation, bespoke lifting frame to remove/re-fit 125kg RCC (manufacture/LOLER cert), hot works documentation/insurance cover (at given height), specialist tooling, AT/CT provision, shimming, new FAG NDE bearing, lubricant (to include fill/purge as new), verification of improvements (data) using run-out/ultrasound analysis and a comprehensive report.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}