Vestas V47/42 Wind Turbine Blade Root (Alu-Ring) Bolt Hole Inspections
Aluminium Blade Insert (Root Attachment), 60 x M20 threaded holes per blade
Location
Cumbria, England & Northern Ireland
Cost Analysis
+ £5 Million (potential revenue gain from existing components)
+ £3.3 Million (potential net revenue gain from no downtime/main component exchange)
+ £1 Million (potential net revenue loss from catastrophic failure per turbine)
The
Scenario
Some of our clients to include Britain’s biggest generator of zero carbon electricity, a local (NW England) owner/operator of onshore wind farms and one of Northern Ireland’s largest energy management specialists, all required the need for Blade Root Aluminium Ring Inspections and subsequent analysis of collected NDT/Phased Array data. The inspection requirement was to identify & measure any possible cracking/undefined indications/anomalies apparent in the bolt hole locations.
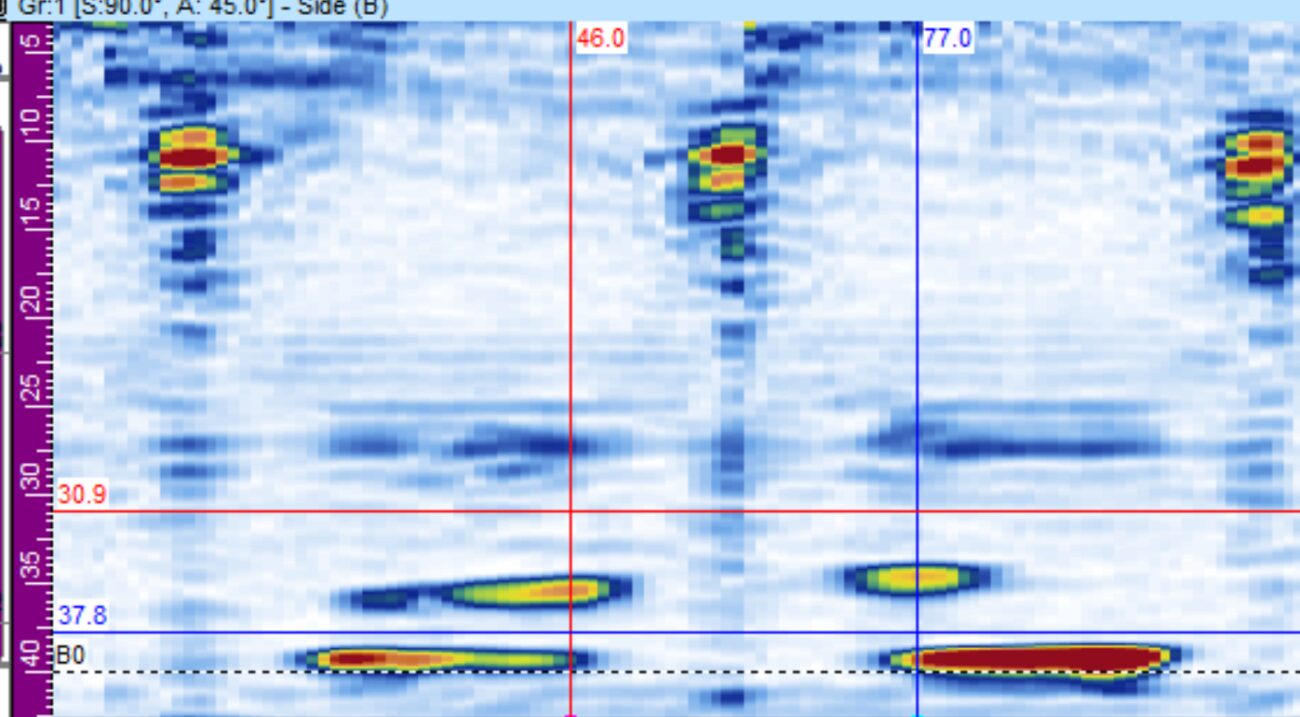
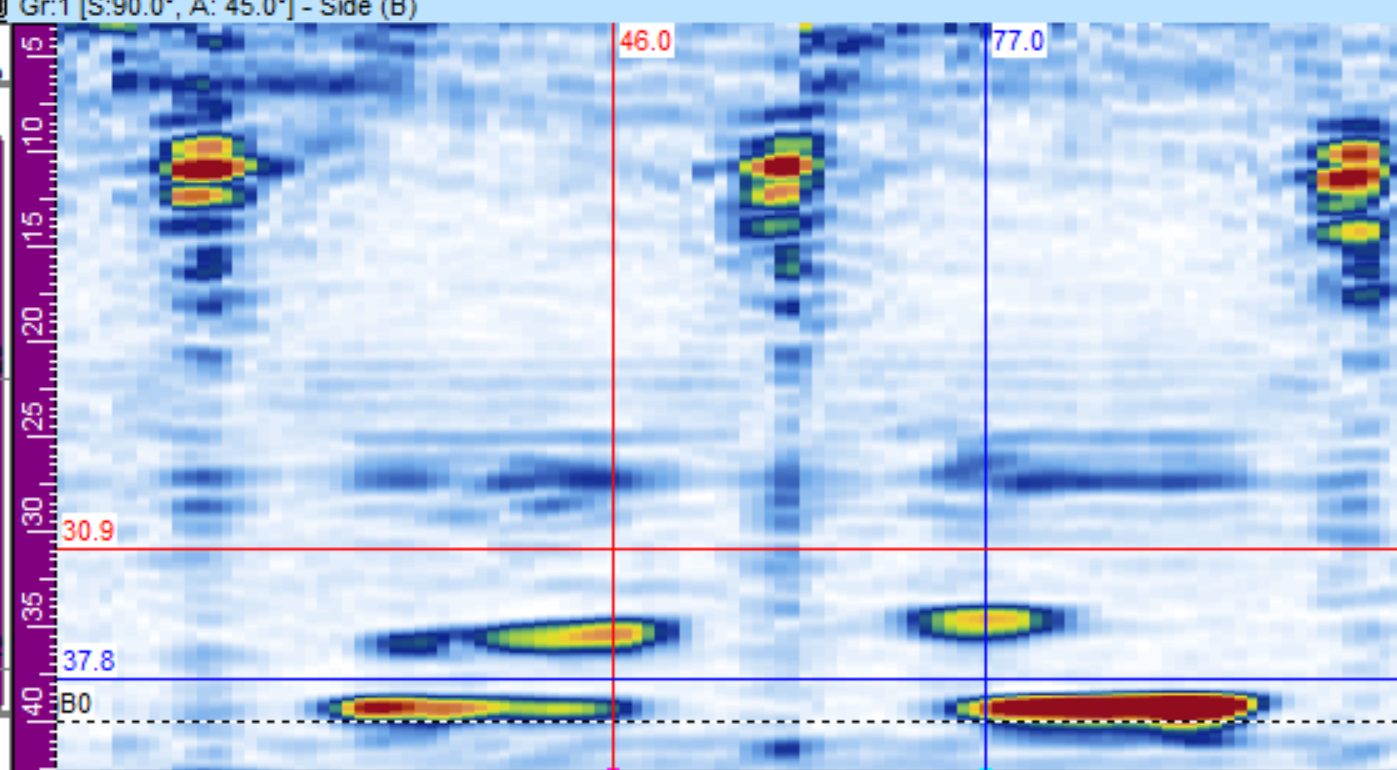
GEOX Engineering Ltd were asked to investigate and complete comprehensive analysis & formal independent inspections using PAUT (phased array ultrasonic technique) equipment/system to detect and measure any crack/anomaly dimensions with a resolution of 1mm. Our rationale in doing so is to help the clients formulate a plan from the findings of our inspections to maintain target safety levels for extended operation and/or have the turbines returned to optimum service in the most efficient manner and time frame if necessary.





Our
Analysis
GEOX Engineering Ltd have so far completed inspections on 189 blade root (alu-ring) inserts over 63 turbines, to include Vestas V42, V44 & V47 type turbines for our clients ensuring target safety levels for the blade root structure is maintained and by continually confirming current health status (bolt hole cracking) and predicting near future failures we ensure that the turbine RUL (remaining useful life) is extended as much as possible.
To date, GEOX Engineering Ltd’s improved status indicators and ECA matrix have prevented immediate stop on 10 turbines across all the clients, so far, a total of 15 years life extension has been predicted from preventing unexpected downtime. Cost analysis shows this equates into a predicted > £2 Million net revenue gain from existing components (blades/blade inserts life extension) for the clients and a predicted > £2.5 Million net revenue gain from no downtime/main component exchanges.
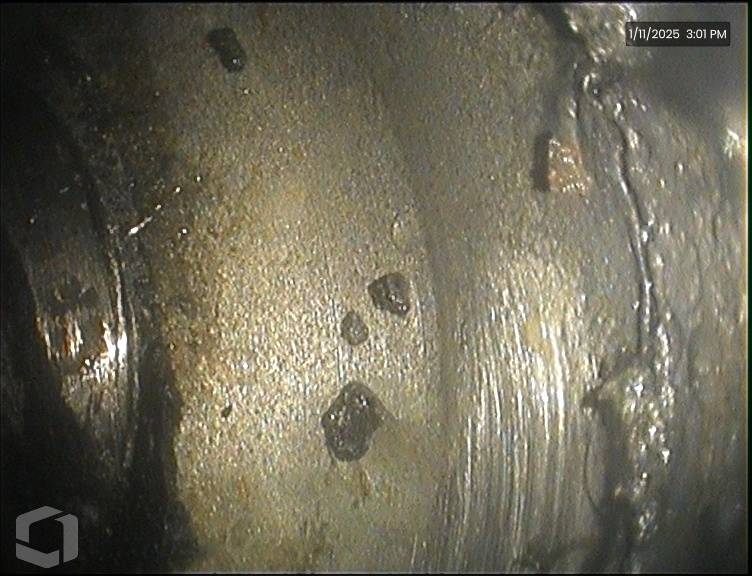
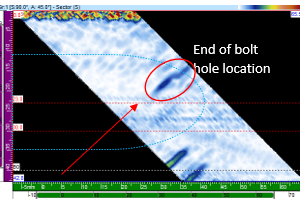
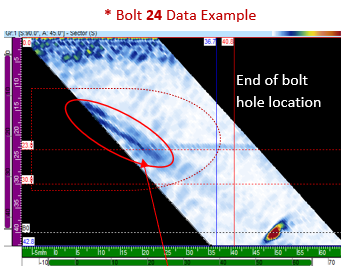
GEOX Engineering Ltd have saved a further 4 turbines from immediate stop/main component exchange by identifying/verifying blade inserts/bolt holes with MRs (minor reflectors) of no concern. These blade inserts/turbines would otherwise be classified as failed (immediate stop) however, we provided further bespoke detailed analysis & verification to confirm that the MRs were of no concern by removing/extracting the stud/bolt and using borescope camera, our evidence/analysis confirmed that the end of the threaded stud/bolt hole envelope (design/cut) was the source of minor reflectors and not cracking. Cost analysis shows this equates to a predicted > £0.8 Million net revenue gain from having no downtime/main component exchanges, a further predicted > £ 3 Million net revenue gain from existing components (life extension) over the next 5 years for the clients.
GEOX Engineering Ltd continued schedule of re-inspections for the clients will help prevent blades/blade inserts operating beyond their target safety levels (FOS -1 safety margin) and catastrophic failure. Cost analysis would indicate if even 1 blade insert were to have a catastrophic failure from bolt hole cracking, this could certainly remove the turbine from operation for the remainder of its remaining useful life. A further 5 years remaining could result in > £1 Million net revenue loss for the client on each turbine.
Our
Solution
GEOX Engineering Ltd studied other third-party service providers and OEM (original equipment manufacturer) technique, methods, status indicators and already in-use ECA (engineering critical assessment), GEOX Engineering Ltd created a bespoke inspection programme to improve technique, methodology, status indicators and ECA, outer insert circumference inspection was changed to inner insert circumference inspection and only accessible from inside the blade requiring bespoke alternative safe isolations & safe systems of work, the surface area was less obstructed by sealant with surface area greater allowing improvements in size/quality of phased array probe/elements and wheel encoder. The new bespoke method allowed for all 60 bolt holes (100%) to be scanned rather than just 58 bolt holes to be scanned around the outer circumference due an earth bolt/additional sealant over 100mm distance, a new hybrid set of status indicators and ECA or fitness for service matrix was created. The bespoke inspection programme included collection of phased array data, analysis, identify flaw/crack indications in bolt hole regions, measure flaw/crack dimensions (circumferential length, position and through-wall extent), where necessary further borescope verification was used by extraction of the threaded stud, on completion the bolt/stud was then re-fitted using our bespoke accurate bolt tension methodology.



{kind=link}
{kind=link}
{kind=link}
{kind=link}