Siemens 2.3CS Wind Turbine Main Rotor Bearing Inspections & Preventive Maintenance
FAG 230/800 Spherical Roller Bearings
Location
Argyll & Bute, Scotland
Cost Analysis
+ £10 Million (potential revenue gain from existing components)
The
Scenario
One of our clients (a world leader in wind energy & one of the worlds largest integrated utility companies) had received some lubrication grease sample analysis reports of concern for 6 Siemens 2.3CS wind turbine main rotor bearings during routine servicing.
GEOX Engineering Ltd were asked to investigate and complete a comprehensive analysis & formal independent inspection to uncover a source for the abnormal lubrication sample analysis data of concern and provide current operational condition of the 6 main rotor bearings, where applicable RUL (remaining useful life).





Our
Analysis
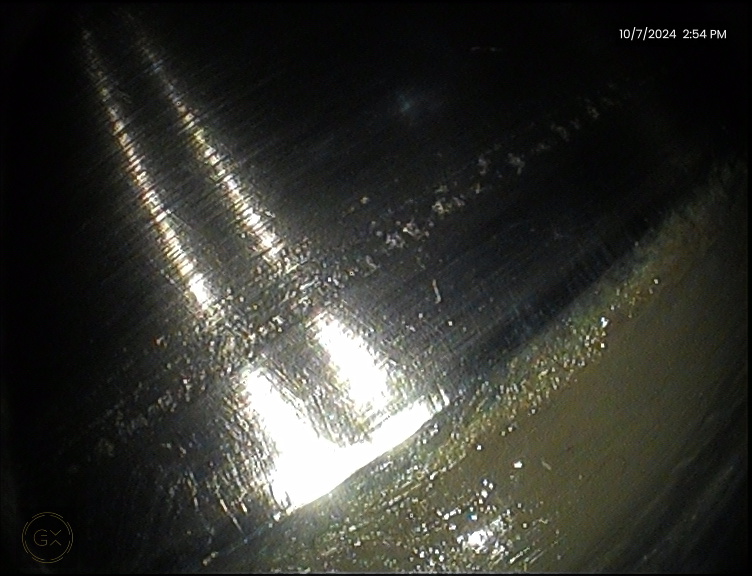
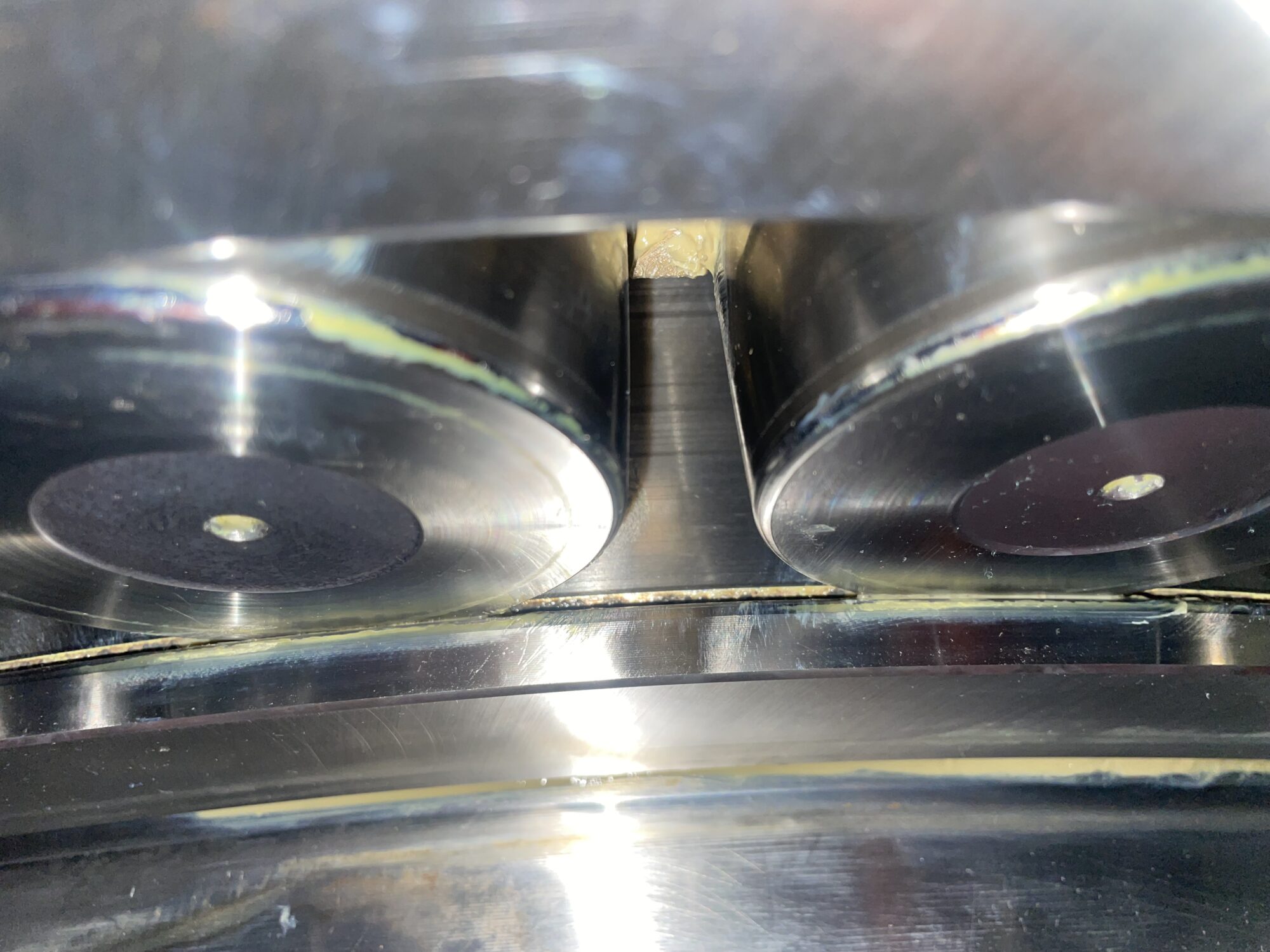
During the bearing analysis & inspection, GEOX Engineering Ltd completed both dynamic and static data capture, this included bearing ultrasound at low/test rpm, rotor imbalance vibration, gearbox low speed section ultrasound, main shaft radial run-out, visual audit – all subcomponents, independent re-evaluation of grease sample analysis reports, main rotor bearing intrusive borescope verification.
Visual audit, borescope verification and ultrasound analysis data captured from the main rotor bearings indicated no immediate issues of concern (early or advanced failure modes) present to all 6 bearings. 2 bearings found to have category 2 damage (excessive surface distress) RCF (rolling contact fatigue) present but as yet no spalling. 3 bearings found to have category 2 damage (surface distress), circumferential bands of scoring/scratches, some standstill marks with debris indentations. 1 bearing found to have category 1 damage (normal running marks/marking). Bearings with any damage as depicted in category 3 (incipient spalling), category 4 (progressed spalling) or category 5 (crack/fracture) are by definition failed, regardless of severity.
Evidence confirms when opened, the bearings had some under lubrication & oil separation present. Continued use of the bearings on 2 turbines (RCF present) would highly likely result in surface initiated spalling (category 3 damage) within 2 years.
Our
Solution
An extensive clean/de-contamination of the current bearing lubrication grease was highly recommended during the inspections when the bearing housings were all opened. All 6 bearings had also been replenished with new grease lubrication as per specification and quantity as necessary.
The specified OEM quantity of grease for replenishment each service and/or using an automated greasing unit is calculated as an estimated value only for a valid operating temperature, using good quality grease with a lithium thickener and mineral oil base, so when operating conditions differ, adjustments must be made to the lubrication intervals accordingly. On this occasion, due to extended periods between service lubrication and/or auto lubrication intervals, an increase in suitable quantity for adequate bearing replenishment should be taking place with careful consideration to operating/run hours.
Due to GEOX Engineering Ltd.’s effective cleaning of the contaminated grease and replenishment of new grease fill in each bearing, using industry adjustment factors for calculating bearing rating life we should extend RUL (remaining useful life) up to 100%. 2 bearings had an estimated RUL (or when it would reach incipient spalling category 3 damage for failure whatever the severity) of 2 years, by correcting the contaminated grease we should extend RUL to 4 years minimum (propagation of spalling inception). 3 bearings had an estimated RUL of 3 years, by correcting the contaminated grease we should extend RUL to 6 years minimum. 1 bearing had RUL of 4 years, we should extend RUL to 8 years.
A total of 17 years life extension is predicted across 6 bearings on 6 turbines. Cost analysis shows this equates into a predicted > £10 Million net revenue gain from existing components for the client.
NB: Adding too much or too little grease is one of the most common reasons for bearing failure. Too much grease builds up and eventually causes increased friction and pressure, and that causes excess heat. Too little of grease has the same life-shortening effect on bearings too.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}