V39 Wind Turbine Generator Bearing Failure
ABB 250kw Generator, SKF 6319/C3 Insocoat Bearing
Location
Antrim, Northern Ireland
Cost Analysis
+£25k saving
The
Scenario
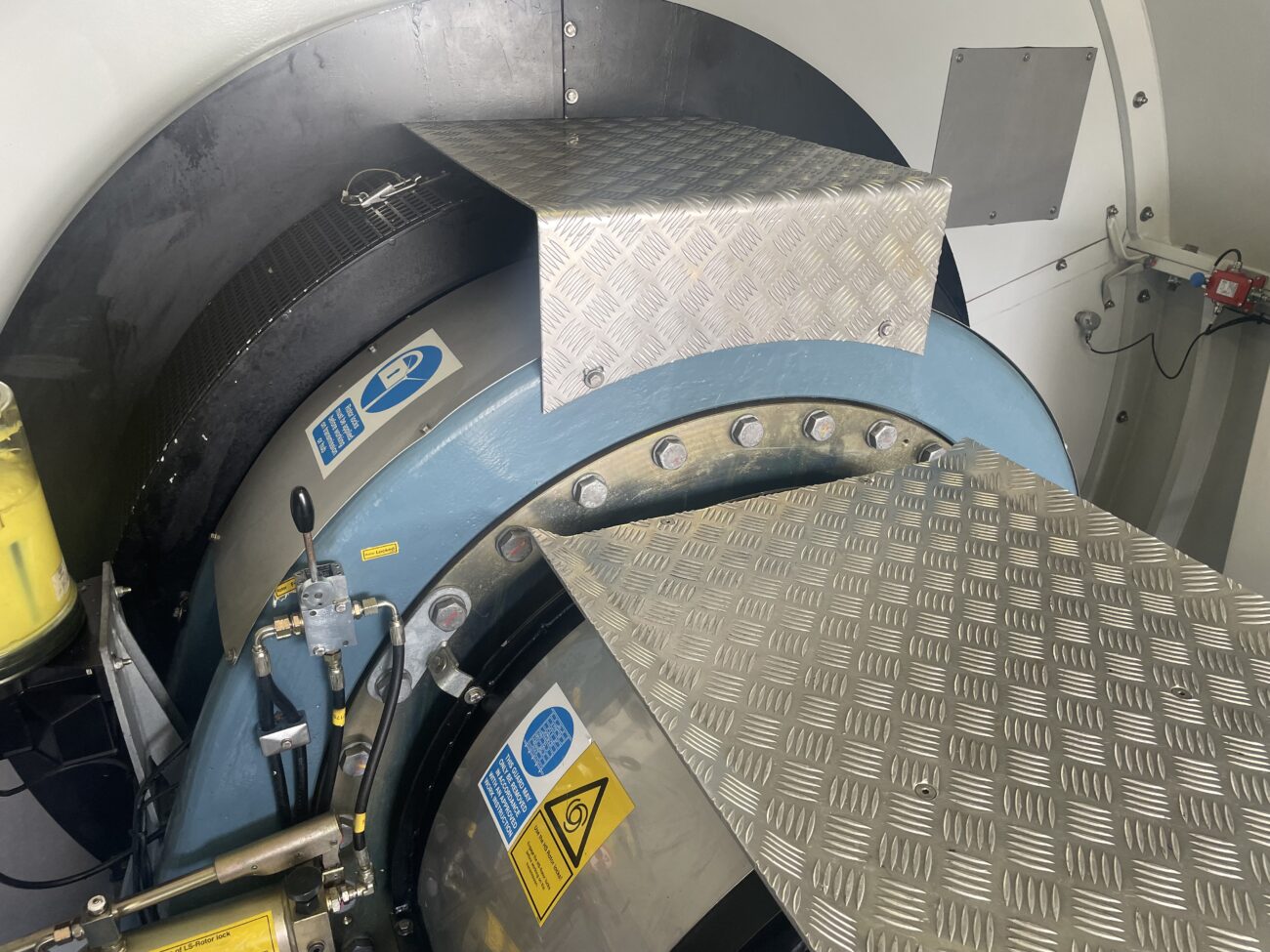
A V39 wind turbine for a local client had reports from site O&M technicians of abnormal noise present from the Drive Train in operational conditions during a period of service.
GEOX Engineering Ltd were asked to investigate and complete a comprehensive DTA (drive train analysis) & formal independent inspection to uncover a source for the abnormal noise present and provide current operational condition of all drive train components and where applicable RUL (remaining useful life).





Our
Analysis
During DTA, GEOX Engineering Ltd completed both dynamic and static data capture. This included bearing and gear ultrasound at various test rpms, transmission and rotor imbalance vibration, gearbox and main shaft radial/axial run-out, visual audit – all subcomponents, blade bearing analysis, pitch tests, gearbox borescope verification, torque/interface analysis, generator de-energised testing – stator winding, insulation, rotor air gap and ED (electrical discharge) analysis around the bearing end shields.
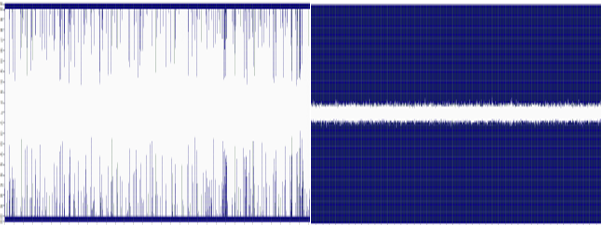
Ultrasound and ED analysis data captured on the generator non-drive end bearing verified a prominent defect was present and electrical discharge present during operational output. Evidence would indicate some undue (stray) rotor current passing through the non-drive bearing, as a result this has highly likely damaged the bearing rolling elements/raceway through a process known as EDM (electrical discharge machining). Electrical discharges within the bearing can damage the rolling components, raceways and lubricants, symptoms include damage such as fluting, pitting, electrical erosion, burned grease and vibrations (ultrasound of concern). This arcing can alter the structure of the steel bearing rings and balls, as a result the material melts and re-solidifies on the metal surface causing ripples (fluting) or even pitting/erosion up to the diameter/size of the ball elements.
Our
Solution
A NDE Bearing exchange was recommended at the earliest opportunity, however since the generator de-energised test results verified a satisfactory stator (windings/insulation) and rotor air gap, a NDE Bearing exchange up tower (insitu) was highly recommended, cost analysis shows a saving for the client around £20-£25k, no large corrective replacement costs to include crane hire, no generator repair/overhaul expenditure and no use of spare/stock component.
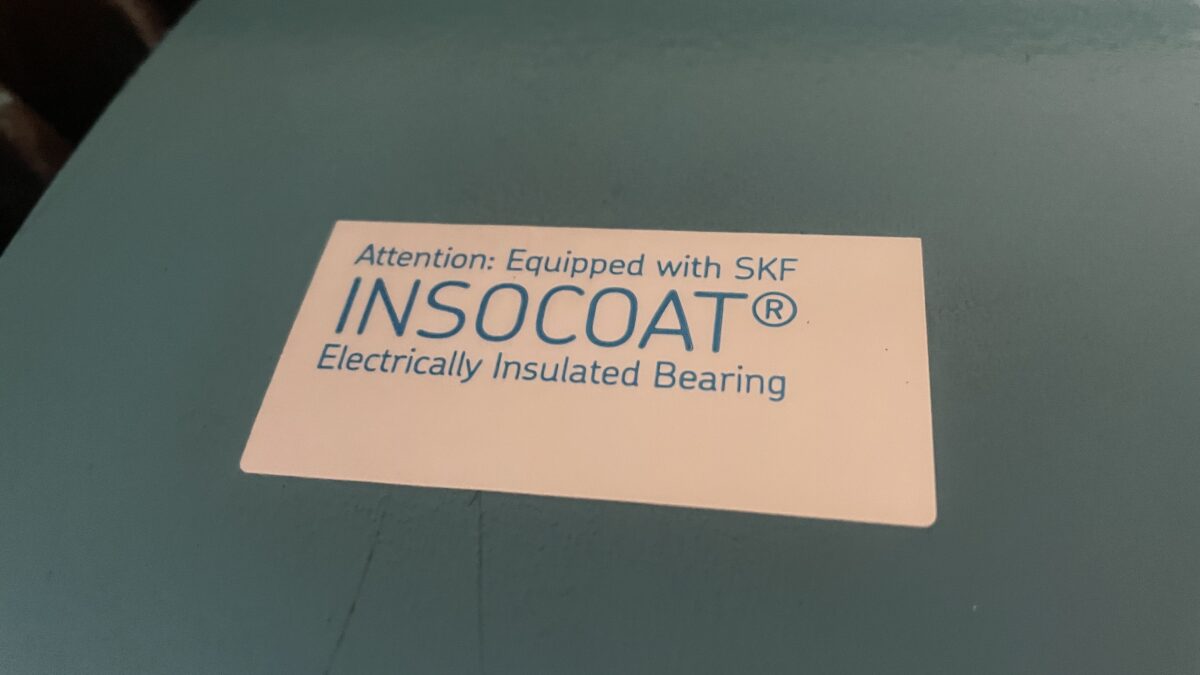
To continue this generator in operation an insocoat insulated bearing would be required to further extend RUL (remaining useful life), insocoat bearings are designed to prevent electric current from passing through the bearing and protect against electrical erosion, the external surfaces of either their inner or outer ring are coated with an insulating aluminium oxide layer, by applying a sophisticated plasma-spray process for an outstanding finish.
GEOX Engineering Ltd completed this bespoke remedial work for the client outside of normal working hours during a period of no wind (no loss of production), the turbine continued in operation between the initial inspection and corrective works also (no loss of production). Our bespoke remedial work included RAMS/AWP documentation, Hot works documentation/insurance cover (at given height), specialist tooling, AT/CT provision, new SKF insocoat insulated bearing, lubricant (to include fill/purge as new), verification of improvements (data) using ultrasound analysis and ED analysis and a comprehensive report.




{kind=link}
{kind=link}
{kind=link}
{kind=link}